- 上一篇:高效锥型磨进给机构设计+CAD图纸
- 下一篇:MCD平台数控车床换料机构设计与控制仿真+CAD图纸
轧机发展到现代主要有以下特点:
(1)网络化快速通讯;
(2)系统响应速度快;
(3)传动设备动态、静态精度高;
(4)轧件跟踪、定位准确;
(5)软件编制可靠性高等。
1.2 轧制系统主要设备(轧钢机)概述
轧钢生产是将毛坯制成成钢材的生产环节。用轧制方法生产钢材,有生产过程连续性强、品种多易于实现机械化自动化和生产率高等优点。所以,它比挤压、锻造、拉拔等工艺得到了更广泛地应用。轧辊和轧机机架是轧制力的主要承载体,其强度是否满足要求直接关系到设备的安全生产。轧机是直接轧延金属的主机,它利用旋转的轧辊辗压坯料,使金属按规定的要求产生塑性变形。
轧制原理示意图
轧钢机的主要设备是由一个或数个主机列组成的。轧钢机的主机列是由原动机~751%文*论'文"网www.751com.cn,传动装置和执行机构三个基本部分组成的。单道轧制系统的基本思路为由电动机为主动机,通过带轮及减速器来降低电动机的转速,由减速器双轴输出,用万用联轴器联接两根装有轧辊环的轴。
图1.2轧制系统结构示意图
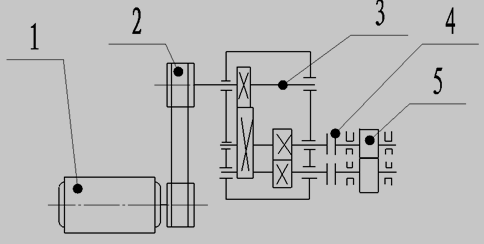
1—电动机; 2—带传动; 3一级双轴输出减速器;
4—联轴器; 5—轧辊
1.3 设计的技术要求和主要技术参数
(1) 设计的技术要求:
完成小型轧机主机改造设计;
完成小型轧机主体系统中主要部件的结构设计,完成传感器的安装联结设计;
将拥有的专利技术应用到设计中;
(2) 原始条件及数据:
最大轧制力—300KN;
最大轧制力矩—2000N-M;
轧件形状—板、带等;
轧件厚度—0.5~6mm;
轧件宽度—≤200mm;
轧件材料—钢、有色金属、复合金属材料等;
2. 轧辊的设计
2.1 轧辊的简介
2.1.1 轧辊概述及其分类
轧辊是轧钢机中直接轧制轧件的最主要的部件。轧制时,直接与轧件接触,迫使轧件发生塑性变化,同时,轧辊承受巨大的轧制力。
轧辊是整个工作机座的中心,机座等其它组件和机构都是为装置、支承和调整轧辊以及引导轧件正确地进出轧辊而设的。
-
CATIA小型履带式机器人底盘...
-
轧机辊子冷却效果试验装置的设计+CAD图纸
-
燃烧室容积可变的小型膛压模拟器设计
-
小型机械零件装配生产线...
-
ANSYS直接驱动的小型高精数控回转工作台设计
-
ANSYS+MEMS微小型引信安全保险机构设计
-
solidworks小型液压泵站设计
大众媒体对公共政策制定的影响
乳业同业并购式全产业链...
河岸冲刷和泥沙淤积的监测国内外研究现状
java+mysql车辆管理系统的设计+源代码
中考体育项目与体育教学合理结合的研究
当代大学生慈善意识研究+文献综述
酸性水汽提装置总汽提塔设计+CAD图纸
杂拟谷盗体内共生菌沃尔...
电站锅炉暖风器设计任务书
十二层带中心支撑钢结构...