- 上一篇:PF-1318反击式破碎机箱体设计及CAD图纸
- 下一篇:PF-1415反击式破碎机转子设计+CAD图纸
参考文献28
1 冷挤压概述
在室温下挤迫使金屑块料产生塑性流动,通过凸模与凹模间的间隙或凹模出口,制造空心或断面比毛坯断面要小的零件的一种工艺方法叫做冷挤压。
冷挤压是一种先进的少无切削加工工艺之一。它是在常温下,使固态的金属在巨大压力和一定的速度下,通过模腔产生塑性变形而获得一定形状零件的一种加工方法。冷挤压的工艺过程是:先将经处理过的毛坯料放在凹模内,借助凸模的压力使金属处于三向受压应力状态下产生塑性变形,通过凹模的下通孔或凸模与凹模的环形间隙将金属挤出。它是一种在许多行业广泛使用的金属压力加工工艺方法。
冷挤压过程的关键问题是想法降低材料的变形抗力,提高模具的承载能力。
1.1 冷挤压的分类
根据金属被挤出的方向与凸模运动方向的关系,冷挤压一般可分为正挤压、反挤压、复合挤压三种基本方式。
a.正挤压如图1.1所示,挤压时金属流动方向与凸模流动方向相同,适用于各种形状的实心件、管件和环形件的挤压;
b.反挤压如图1.2所示,挤压时金属流动方向与凸模运动方向相反,适用于各种截面形状的杯形件的挤压;
c.复合挤如图1.3所示,挤压时,金属流动方向相对于凸模运动方向,一部分相同,另一部分相反,适用于各种复杂形状制件的挤压;改变凹模孔口或凸、凹模之间缝隙的轮廓形状,就可以挤出形状和尺寸不同的各种空心件和实心件。
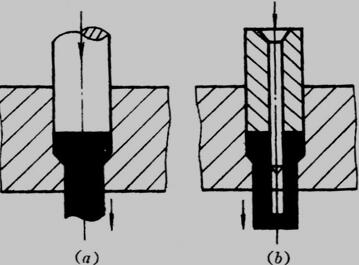
图1.1 正挤压
图1.2 反挤压
图1.3复合挤压
另外还有径向挤压,挤压时金属的流动方向与凸模轴线方向相垂直;减径挤压,是一种变形程度较小的变态正挤压法,毛坯断面仅作轻度缩减 。
1.2 冷挤压的特点
冷挤压的特点主要包括以下四个方面:
(1)节约原材料,生产效率高。冷挤压是少无切削加工工艺,与切削加工相比,节约原材料,同时,冷挤压是在压力机简单的往复运动中生产零件,生产效率高,比切削加工高30倍。
(2)提高零件的力学性能。在冷挤压过程中,金属处于三向挤压应力状态,变形后材料的组织致密,又有连续的纤文流向,变形中的加工硬化也使材料的强度和刚度大大提高,从而可用低强度钢材代替高强度钢。
(3)可加工形状复杂的零件。对复杂零件可以一次加工成型,加工十分方便,大批大量生产时,加工成本低。
(4) 提高零件的精度,降低表面粗糙度。由于金属表面在高压、高温(挤压过程中产生的热量)下受到模具光滑表面的熨平,因此,制件表面很光,表面强度也大为提高。冷挤压零件的精度可达1T8~1T9级,有色金属冷挤压零件的表面粗糙度可达Ra=1.6~0.4μm。有的冷挤压件无需切削加工。
1.3 冷挤压的发展现状
当前,俄国、德国、瑞士、美国、日本,等国的企业生产的冷镦机处于世界领先水平。尤其是德国在二战时期,就应用冷镦工艺制作弹壳。俄国也是对冷镦 工艺研究、应用最早的国家之一。 在 一九三九年就研制出第一台联合冷镦机, 螺钉的成形-搓丝一体机。二十世纪四十年代前西德就生产出多工位自动冷镦机。多工位全自动冷镦机发展到今天己经做到信息化控制,冷镦作业油雾后置处理一体机。美国国民机器公司(Nation Machinery Company)是当今被公认为世界上冷成形设备的设计、开发、制造方面的先行者。其最近研发的, FXP85XL 型号的冷镦机成形力达 550 吨,切料直径达 34mm。出料长度达 360mm。日本高速冷镦机,伴随着本国汽车工业的高速发展,日本冷镦机也在 20 世纪 60 年代后迅速发展,阪村机械公司新推出的,世界最大的长杆冷镦机型号为M1-120,切断毛坯直径 38mm,最大加工长度达 430mm,机器重量 100 吨。瑞士哈特布(HATEBUR)金属冷镦成形机 BKA 系列,成形零件最大直径Φ28-Φ64mm,切断直径 Φ14-Φ36mm,最高生产率为 150 件/min。
-
发动机润滑油对汽车NVH性能的影响研究
-
单体液压支柱密封质量检测仪的设计+CAD图纸
-
QCS014液压实验台的改造+CAD图纸+程序
-
MATLAB某反后坐装置的优化设计
-
满足国际公约的炮射通用...
-
基于示功图的自由活塞发动机燃烧过程分析
-
基于热力学模型的发动机转矩波动仿真研究
河岸冲刷和泥沙淤积的监测国内外研究现状
十二层带中心支撑钢结构...
酸性水汽提装置总汽提塔设计+CAD图纸
当代大学生慈善意识研究+文献综述
乳业同业并购式全产业链...
大众媒体对公共政策制定的影响
中考体育项目与体育教学合理结合的研究
java+mysql车辆管理系统的设计+源代码
电站锅炉暖风器设计任务书
杂拟谷盗体内共生菌沃尔...