- 上一篇:焊接残余变形及机器人焊接的研究现状
- 下一篇:螺柱焊国内外研究现状和发展趋势
螺柱焊发展史螺柱焊接技术最早(1915~1918)由英国工程师 Martin提出。主要用于解决造船中固定大量的螺柱紧固件。20世纪30年代,当时处于二战时期的美国和英国船舶战舰毁坏严重。出于战争需要,急需在短时期内新造或修复大量舰船,作为造船技术之一的螺柱焊接技术在美国Ted Nelson的进一步研究下应运而生并得到普遍应用[1]。至目前为止经过了几十年的发展。这一发展过程有人将它分为三个阶段[2]:螺柱焊技术发生与发展成为一种成熟的焊接工艺阶段;自动、半自动焊接系统的面世,完成了螺柱焊的效率的改革阶段;计算机技术、机器人技术与逆变技术在螺柱焊接系统中的成功应用阶段。在这一系列发展过程中,螺柱焊技术不断得到社会的认可和重视,应用面也不断得到扩展,广泛应用于汽车制造、造船、机车、航空、医疗器械、锅炉、化工设备等行业[3]。68186
2 螺柱焊的原理
所谓螺柱焊是指在金属或类似金属件的端面与另一金属工件表面之间产生电弧,待接合面熔化时迅速施加压力,从而形成牢固连接的工艺方法[5]。通常用英文简称SW(STUD WELDING)表示。由于这种焊接新技术具有快速、可靠、简化工序、降低成本等诸多优点,螺柱焊可以代替铆接或钻孔螺丝紧固等。它广泛应用于汽车、造船、机车、航空、机械、锅炉、化工设备、变压器及大型建筑结构等行业。电弧螺柱焊(以下简称螺柱焊)是焊接学科的一个分支,也是目前各国工业领域广泛应用的连接和装配方式,这种工艺具有3大优越性:
(1)同焊条电弧焊对比,可实现全截面的焊接,焊条电弧焊只能实现角焊缝,所以螺柱焊的螺栓抗剪能力得到大幅度的提高。论文网
(2)焊接速度快,可实现标准化作业。
(3)具有高质量的再现性,重复性强[4]。螺柱焊是工业工程中广泛应用的一种焊接技术[5],可代替铆接、钻孔、手工焊条电弧焊、钎焊、电阻焊等常用焊接方法[6]。在桥梁建设中,焊钉被用来“铆固 ”桥面上的混凝土层,使混凝土层与钢结构桥面形成一个整体,在一般情况下焊钉主要承受剪应力在桥梁上焊钉受力情况较复杂,既受拉应力又受剪应力,但以受剪应力为主[7] 。在建筑工程中传统的做法费工耗时,焊接量大时质量得不到保证,而采用螺柱焊接技术,不但实现了标准作业(抗剪圆柱头栓钉为标准件供应),而且省时高教的全截面焊接方法.效率高(4~8个/min),质量可靠由于螺柱焊接技术具有以上的优点,因而在钢-混凝土组织结构中抗剪圆柱头栓钉焊接逐渐成为主流锚固方式[8] 。
3 螺柱焊的分类
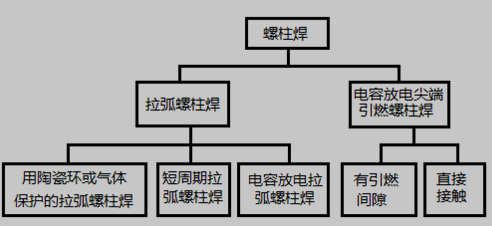
图1.1 螺柱焊分类
(1)稳定电弧螺柱焊,螺柱端部与工件表面之间产生稳定的电弧过程,电弧作为热源在工件上形成熔池,同时螺柱端被加热形成熔化层,在压力(弹簧等机械压力)作用下将螺柱端部浸入熔池,并将液态金属全部或部分挤出接头之外,从而形成再结晶的塑性连接或再结晶与重结晶混合连接接头。这种螺柱焊的电源一般是弧焊整流器(可控整流或不控整流)、焊接逆变器或直流弧发电机,即普通弧焊电源就可以。稳定电弧螺柱焊通常称作电弧螺柱焊,也有资料称作标准螺柱焊。电弧螺柱焊的电弧放电是持续而稳定的电弧过程,焊接电流不经过调制,焊接过程中焊接电流基本上是恒定的。
(2)不稳定电弧螺柱焊,与上述方法不同之处在于供电电源是电容器组,电容器在螺柱端部与工作表面间的放电过程是不稳定的电弧过程,即电弧电压与电弧电流在瞬时是变化的,焊接过程是不可控的。这种稳定电弧螺柱焊通常称作电容放电螺柱焊或电容储能螺柱焊,有些资料亦称作尖端放电螺柱焊。