-
李香等人主要研究应用FANUC公司的ARC Mate 100iB型弧焊机器人在运用机器人传感器技术的基础上实现对机器人焊接过程中焊接位置、焊接速度和焊机送丝速度的程序控制及修正; 在PC机上对FANUC公司的访问机器人控制柜的接口软“FANUCROBOTINTERFACE ”用VB进行二次开发, 通过VB程序控制机器人控制柜内各系统变量及寄存器, 并与示盒编程相结合, 交叉执行程序达到控制机器人焊接的目的。在实现的过程中主要通过几个步骤来实现(1)焊接模式选择(2)机器人焊接的程序控制实现:焊枪位置的实时修正、焊枪送丝速度的实时修正、焊枪速度的实时修正、串口通信的实现[9]。24543
- 上一篇:交通文化国内外研究现状
- 下一篇:铝合金MIG焊的研究现状及发展概况
赵红凯、肖峰等研究人员利用变极性等离子的方法焊接AZ31B镁合金,并研究了焊接接头的微观组织、元素的分布、断口的形貌、接头的强度和硬度等。结果表明,AZ31B镁合金变极性等离子加丝焊接接头的热影响区不是很明显,焊缝成“V”字形;接头成形情况良好,焊缝组织为细小的等轴晶,也没有发现大面积区域偏析情况产生,无脆性相Mg17Al12,但是有Al、Mn相;焊接过程中镁元素的含量变化直接导致焊缝中铝含量的升高,而Mn、Zn元素口表现为混合断裂,没有发现气孔和裂纹;
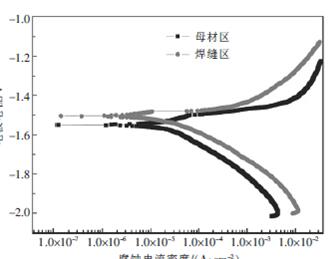
图3母材与焊缝极化曲线图
图4 腐蚀形貌电镜扫描图
韩永全、陈树君等人从等离子焊接电弧物理特性方面出发,研究了铝合金变极性等离子焊接电弧产热的机理,对焊接参数对电弧热的影响规律进行了分析。同时通过理论分析和实验研究,发现不对称电极的特性在铝合金变极性等离子弧焊接时对正、负极性期间电弧的产热产生了很大的影响。由于铝合金作为阴极所以在反极性期间,阴极压降大电弧产热量也随之增大。在变极性等离子弧焊接时正、反极性期间的焊接电流和不同持续时间等参数也是造成正、反极性等离子电弧的产热不相同的原因[11]。
图5 变极性等离子弧焊接电流和电弧电压波形 图6 变极性等离子弧焊接电流和电弧电压波形
廖志谦、王忠平针对12mm厚TA5钛合金板材进行了等离子焊接工艺研究,采用单道焊双面成型。研究了等离子焊接接头的组织和性能。研究表明:等离子焊接接头的强度与母材的相当,塑性、韧性较母材的有所下降[12]。论文网
陈国余,刘毅论述了等离子焊接原理;并在文章中详细介绍了分析了等离子焊接系统中各个部分性能;介绍了等离子焊接系统在生产实际中运用中的良好的效果[13]。
吕耀辉,殷树言等人介绍了铝合金变极性穿孔等离子弧焊接系统控制,研制了变极性电源、步进电机控制系统等部分在内的变极性焊接系统。该系统主要应用于铝合金变极性穿孔等离子焊子焊接工艺[14]。
H. Guo等人开发了一种三文的数学模型和数值计算技术模拟移动的金属极气体保护焊焊接过程。该模型用于计算瞬态温度和速度在熔池的动态分布,和6005-T4铝合金的焊接熔池形状。并进行相应的实验,与模型的预测符合的很好。可见数值模拟这一技术同样可用于焊接质量的控制[15]。
G. Xu等人提出了一种等离子等离子钨极氩弧焊(GTAW)的3D数学模型,通过质量守恒,动量守恒,能量守恒,再加上电磁方程组求解焊接过程中的速度,压力温度,电势,电流密度和磁场的等离子体弧模拟焊接过程,并与预测结果对比可知模型可用于GTAW过程的模拟更好的制定等离子弧焊工艺[16]。
1.6 本课题研究内容