- 上一篇:废砖持水特性分析及其调节
- 下一篇:基于光电位置传感器的倒车报警系统研究
第2章 卷取机带钢速度与张力的关系
2.1 卷取机构的卷绕特性
为了保证卷材的质量,在卷取过程工艺中,必须要保持带材在卷取时的张力恒定。
因此,在研究卷取控制原理时有必要对卷筒及其传动电机进行受力分析。带材的卷取张力为T,卷筒的直径为D,卷筒的前一单元的带材线速度为Vl,卷筒的卷取线速度为V2。在开始卷取过程时,显然应使V2>V1,则带材在卷取对有张力,并逐渐增大;若V2<V1,则卷取过程没有张力,无法保证卷取质量。故为了保证正常的卷取,在卷取机构卷取启动初期,一般是控制使V2>Vl,此时,带材将受到拉力而产生弹性变形。根据胡克定律,带材的卷取张力T为:
T=(δ×E)/l ∫_0^t1▒(v2-v1)dt (2.1)
式中 E——带材的弹性模量
δ——带材的截面积
l——卷筒与前一单元之间的距离
t1——卷取机构的建立张力时间
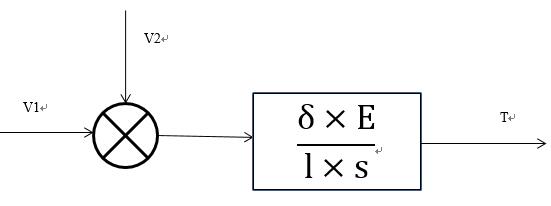
图2.1卷取张力信号传递
从上式可以看出,带材作为卷取张力的调节对象时,是一积分环节,其信号传递关系如图2.1所示。所以,在刚开始启动过程中,当带材的张力达到工艺所要求的张力给定值时,就应该及时调节V2,使卷筒的线速度V2保持稳定,此时,就可以保证带材在给定的张力值下正常卷取。显然,在稳定运行中,无论是线速度V1。还是卷筒的线速度V2,有任何波动,都将引起带材的卷取张力波动。
对于卷筒的传动电机,假定线速度vl是一稳定值(在实际生产中情况也是如此),设定卷取机构的卷筒的线速度为:
V2=π•D•n2 (2.2)
如果卷筒的卷取电机的转速n2恒定不变,则卷绕过程中随着D的不断增大,卷筒的线速度酬守正比地增大。由式(2.1)可知,张力T将随D的上升而线形增长,其卷筒轴上的卷绕力矩MF=T*D/2(式2.3)将以更快的速率增加,如图2.2所示。在实际生产中,这种卷绕特性绝对不允许。
所以,在张力建立起来后,应该保持V2=V1,在V1为定值时,则应保持V2不变,就可保证卷取张力的恒定。要保持恒张力卷取,卷取电机的转速n2随卷径的增加而反比的下降,即:
n_2=v_2/(π×D) (2.4)
于是卷绕力矩MF与转速n2的乘积就等于张力与卷筒线速度的乘积,即:
〖 M〗_F=(T×v_2)/2π (2.5)
由此可得:
〖 n〗_2=K/M_F (2.6)
式中:K=T×v2/2π,
K为定值,这个关系式就是卷绕机构的卷取特性,它是一条双曲线。如图2.3所示。
2.2 卷取恒张力控制原理
卷取恒张力控制一般分为开环控制和闭环控制两大类。开环控制就是利用有些电机的本身所具有的与卷绕特性相似的软机械特性,直接用这类电机来传动卷绕机构,以获取近似的恒张力控制。卷取恒张力闭环控制又分为直接张力控制、间接张力控制和复合张力控制三种方式。直接张力控制是一种最直接、最有效的控制方式之一,直接张力控制方式中,设置有张力检测元件、张力辊和张力控制环,利用张力检测元件的检测信号与给定张力值比较,经张力控制环后去驱动执行机构,控制张力辊的位置,达到控制张力的目的,这种张力控制方式优点是张力控制精度高,从理论上可以实现零误差控制;缺点是控制精度依赖于张力检测元件的精度,如果现场环境比较恶劣,如酸雾对检测元件的腐蚀,就可能导致张力控制失效。
-
matlab带钢尺寸测量中多幅...
-
MATLAB基于Radon变换的光纤放...
-
MATLAB图像采集和光斑定位研究
-
Matlab柔性结构的摩擦碰撞动力学建模与仿真
-
Matlab光的干涉衍射模拟及应用
-
MATLAB杨氏双缝偏振光干涉...
-
Matlab垂直轴风力发电机的空气动力学分析
乳业同业并购式全产业链...
酸性水汽提装置总汽提塔设计+CAD图纸
中考体育项目与体育教学合理结合的研究
当代大学生慈善意识研究+文献综述
java+mysql车辆管理系统的设计+源代码
大众媒体对公共政策制定的影响
电站锅炉暖风器设计任务书
杂拟谷盗体内共生菌沃尔...
河岸冲刷和泥沙淤积的监测国内外研究现状
十二层带中心支撑钢结构...