-
9
- 上一篇:ADAMS基于走刀路径规划的锚唇曲面虚拟仿真加工
- 下一篇:Adams的船舶拉锚运动仿真研究+CAD图纸
2.2 导轨的确定 10
2.3 步进电机的选用 11
2.3.1 根据脉冲当量和最大静转矩初选电机型号 12
2.3.2 步距角 12
2.3.3 矩频特性 12
2.4 确定齿轮齿数z与直径d 14
2.4.1装置运动及动力参数计算 14
2.4.2 高速圆柱齿轮传动的设计计算 15
2.4.3 低速圆柱齿轮的传动设计计算 20
2.5 轴的结构设计和计算 25
2.6滚珠丝杆螺母副和滚珠丝杆的选型和校核 31
2.6.1 滚珠丝杠螺母副的类型选择 32
2.6.2 滚珠丝杆的选型和校核 33
2.6.3 传动效率的计算 34
2.6.4 压杆稳定性验算 35
2.7 储丝筒旋转组合件 36
2.7.1 储丝筒 37
2.7.2 联轴器 37
2.8 进给机构的支承设计 38
2.8.1 丝杆的支承形式 38
2.8.2 螺杆的支承方式 38
第三章 电气系统控制 40
3.1 线切割机床脉冲电源原理 40
3.2 数字控制系统设计 40
3.2.1 数控系统总体方按的拟定 40
3.2.2 数控系统硬件的电路设计 41
第四章 结论 59
致 谢 60
参考文献 61
第一章 总体方案拟定
1.1 线切割机床的国内现状
我国数控线切割机床数量大,而且随着我国经济实力的提高,也逐渐缩小与世界先进水平的技术水平差距。尤其是近年来,数控加工技术的应用和线电火花加工技术的结合,实现了各种复杂形状的模具和零件加工的自动化。数控线切割机床是精密金加工线切割加工技术是线电极电火花加工技术,是电火花加工技术中的一种类型,简称线切割加工。下图是线切割机床加工的工作原理示意图:
图1-1 线切割机工作原理示意图
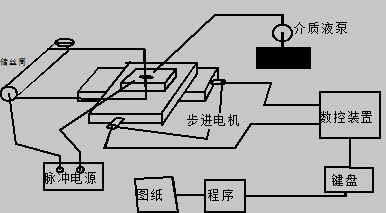
线切割机床采用钼丝作为电极,被切割的工件为一电极,电极丝为工具电极。脉冲电源发出连续的高频脉冲电压,加到工件电极和工具电极上。在电极丝与工件之间加有具有一定绝缘性能足够多的工作液。当钼丝与工件间距离小到一定的程度,工作液介质被击穿,钼丝与工件之间形成瞬时火花放电,瞬时间产生高温,生成大量的热,使工件金属局部熔化,甚至汽化;加上工作液体的冲洗,使金属被蚀除下来。这就是线切割机床的加工原理。工件在机床坐标工作台上,按数控装置控制下的预定轨迹进行加工最后得到所需要的形状的工件。
-
CAN总线引信装定数据多协...
-
数控加工中心链式刀库设计+CAD图纸+答辩PPT
-
线束缠绕机设备设计+CAD图纸
-
ADAMS电磁直线作动器的电动...
-
数控机床上下料机械手的设计+PLC梯形图
-
小型机械零件装配生产线...
-
BLE基于RSSI的无线定位
java+mysql车辆管理系统的设计+源代码
大众媒体对公共政策制定的影响
河岸冲刷和泥沙淤积的监测国内外研究现状
乳业同业并购式全产业链...
电站锅炉暖风器设计任务书
十二层带中心支撑钢结构...
中考体育项目与体育教学合理结合的研究
酸性水汽提装置总汽提塔设计+CAD图纸
杂拟谷盗体内共生菌沃尔...
当代大学生慈善意识研究+文献综述