- 上一篇:移动式吸粮机的设计+CAD图纸
- 下一篇:solidworks小型拔插力试验机三维设计+CAD图纸
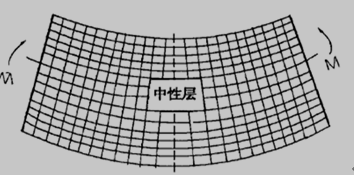
图2-1 钢板弯曲变形示意图
综合以上两种方法的优缺点,我们选用卷制法加工。因为扁钢在卷制过程中,中性层以上部分受到压缩变形,而中性层以下部分受到拉伸变形,唯独中性层长度没有变化,所以需要提供的扁钢长度为L=(450+390)×π/2mm,即1318.8mm。
2.2 法兰卷制成型方式的选择
目前市场上出现的卷圆机种类较多,大致分类如图2-2所示。
2-2 卷圆机分类
三辊式结构卷制原理是利用三个辊轮对板料进行连续的三点弯曲卷制成弧体,下辊为主动辊,上辊作垂直升降运动,结构较简单,而四辊式卷圆机是以上辊为主动辊,由主电动机通过主减速器以及联轴器,从而带动上辊的工作,下辊的作用是提供一定的向上力,与上辊一起夹紧,所卷钢板使上辊与被卷钢板间产生足够的摩擦力,在上辊旋转时能够带动钢板运动。两个侧辊用以形成卷筒所需的曲率,使板料达到所需的目的,其工作原理如图2-3所示。采用四辊卷圆结构可以免去端部预弯的工序,但是传动系统较复杂,机器较笨重,因此我们采用三辊式卷圆结构。
-
ADAMS/Car轮毂电机驱动大学...
-
NUT车队赛车总体设计改进与ADAMS仿真
-
ADAMS电磁直线作动器的电动...
-
Adams某超轻型火炮结构总体设计与分析
-
Adams螺旋导槽式定向器设计及力学分析
-
ADAMS锥形物料搬运机械手夹持机构设计与分析
-
Adams低成本舵机系统设计
河岸冲刷和泥沙淤积的监测国内外研究现状
电站锅炉暖风器设计任务书
乳业同业并购式全产业链...
酸性水汽提装置总汽提塔设计+CAD图纸
java+mysql车辆管理系统的设计+源代码
中考体育项目与体育教学合理结合的研究
当代大学生慈善意识研究+文献综述
大众媒体对公共政策制定的影响
杂拟谷盗体内共生菌沃尔...
十二层带中心支撑钢结构...