- 上一篇:膨胀石墨的表面修饰与纳米复合材料的制备
- 下一篇:DEFORM大型风电主轴锻件锻造工艺过程有限元数值模拟
在熔焊过程中,高氮钢焊接热影响区(HAZ)是一个性能薄弱的部位,晶粒粗化和氮化物、碳化物的析出以及可能形成的液化裂纹都会影响热影响区的性能,而最终决定其性能的主要是母材的合金成分和焊接时该区所经历的焊接热循环,所以焊接热循环对焊接热影响区的影响对于获得性能满意的焊接接头十分重要[21]。
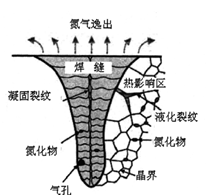
图1 氮奥氏体不锈钢熔焊时可能出现的焊接缺陷
1.4熔化极脉冲氩弧焊(PMIG)
熔化极氩弧焊即MIG焊以惰性气体Ar作保护气体,而熔化极脉冲氩弧焊即MIGP采用脉冲电流,有关脉冲焊接电源的优点和特点, 可以在许多资料上见到, 大家也在逐步地认识它, 应用它。脉冲焊接电源与普通焊接电源的区别在于, 前者提供一个间断的脉冲电流,后者只提供一个连续的平均电流。对于普通熔化极氢弧焊而言, 要获得稳定的喷射过渡, 必须选用大于临界电流的规范进行焊接焊接线能量和焊件的潜热都比较大,对于薄板的悬空焊接是很困难的。对于脉冲熔化极氢弧焊, 只要焊接规范选择恰当, 在较低的总能量下(仅脉冲峰值电流达到临界电流值, 而总的平均电流则大与此值),便可以获得稳定的喷射过渡。由于总能量减少了,熔池体积自然也就比较小,而且可以在较宽的范围内控制和调节,因此适用于薄板的焊接、全位置焊接、小直径筒罐体环缝的自动焊接等[22-23]。
与连续电流氩弧焊相比,在工艺上有以下特点:
(1) 具有较宽的电流调节范围。普通的喷射过渡和短路过渡,因受熔滴过渡形式的限制,选用的焊接电流范围是有限的。然而采用脉冲电流后,由于可在平均电流小于临界电流的条件下火的喷射过渡,因而同一种直径焊丝,随着脉冲参数的变化,能在高至几百安培,低至几十安培的电流范围内稳定地进行焊接。平均电流可在较大范围内调节,做到了即能焊接厚板又能焊接薄板,生产率高,变形小。论文网
(2)有利于实现全位置焊。采用脉冲电流后,可用较小的平均电流进行焊接,因而熔池体积小。加上熔滴过渡和熔池金属加热是间歇性的,所以不管熔池处于什么位置,液体金属都不易发生流淌,焊缝成形好,便于实现全位置焊。
此外,由于熔滴过渡力与电流平方成正比,在脉冲峰值电流作用下,熔滴的轴向性比较好。所以进行全位置焊接时,在控制焊缝成形方面脉冲氩弧焊要比普通氩弧焊有利。
(3) 可有效控制热输入量,改善接头性能。在焊接高强钢时,由于这些材料热敏感性较大,因而对母材输入的热量要有一定的限制。采用脉冲电流后,即可使母材获得较大熔深(因为脉冲电流Im大),又可控制平均电流Icp在较低的水平而满足低热输入,使得焊缝金属和热影响区金属过热都比较小,焊接接头具有良好韧性,并较少了产生裂纹的倾向[24-30]。
1.5高氮钢其他焊接方法
1.5.1焊条手工电弧焊
高氮钢是奥氏体不锈钢的一种,焊条电弧焊适用于所有的奥氏体不锈钢的焊接,几乎所有种类的奥氏体不锈钢都有可与之匹配的焊条供应,其焊接工艺也已足够成熟。尽管生产率低,劳动强度大,经济效益差,但其方便、灵活、可全位置焊,配套焊条品种全等优点。所焊板厚>1.5mm,薄板焊条电弧焊不易焊透,焊缝余高大,并且由于生产率低等原因不适合于工业日常大规模生产中。
1.5.2钨极氩弧焊
钨极氩弧焊是奥氏体不锈钢薄板焊接的首选方法,适合焊接板厚0.5-3.0mm的薄板,与焊条电弧焊相比各有优缺点。但对薄壁构件(如厚度<2mm的结构件),焊条电弧焊很难保证焊接质量;厚度<1.5mm的板或管子的对接焊,焊条电弧焊基本无能为力。而氩弧焊的另一优势是可以进行不填丝自熔焊,甚至厚度小到0.5mm的对接接头采用PTIG以及不留间隙的I形坡口自熔焊,仍能得到优质焊缝。必要时还可以采用卷边接头以减少装配难度,而这是焊条电弧焊可望而不可及的。氩弧焊的低热输入有利于奥氏体不锈钢的焊接,尤其是薄板焊接时和用于厚板打底焊时,电弧十分稳定,TIG焊甚至可不受熔滴过渡的影响,可视熔池情况填丝。但由于钨电极承受电流有限,焊前表面清理工作严格等缺点,不适合厚板等的焊接。
-
高氮钢的异种钢接头电子束焊接工艺研究
-
局部氮分压装置与高氮钢...
-
国内外有关高氮钢焊接过程氮行为的研究现状
-
高氮钢机器人富氮双丝PMIG焊接工艺试验研究
-
8mm厚高氮钢电子束焊接工艺性能研究
-
高氮钢与装甲钢异种材料电子束焊接实验研究
-
高氮钢TIG焊接工艺研究
河岸冲刷和泥沙淤积的监测国内外研究现状
大众媒体对公共政策制定的影响
电站锅炉暖风器设计任务书
java+mysql车辆管理系统的设计+源代码
乳业同业并购式全产业链...
十二层带中心支撑钢结构...
当代大学生慈善意识研究+文献综述
中考体育项目与体育教学合理结合的研究
杂拟谷盗体内共生菌沃尔...
酸性水汽提装置总汽提塔设计+CAD图纸