-
20
- 上一篇:焊接接头相控阵检测初探
- 下一篇:薄壁构件机器人等离子焊接工艺试验研究
5 5083铝合金焊接接头硬度分析 26
6 5083铝合金焊接接头焊缝微观组织分析 29
6.1 母材微观组织 29
6.2 焊缝金属微观组织 29
6.3 熔合区微观组织 30
6.4 热影响区微观组织 31
结 论 32
致 谢 33
参 考 文 献 34
1 绪论
1.1 选题背景及意义
铝合金因其密度小、强度高、耐腐蚀,而在高速快艇、高速列车、汽艇、军事运用及航空航天等方面的应用日益扩大。然而,由于铝合金焊接容易形成夹杂和容易出现气孔,有较大的热应力、裂纹倾向和接头软化现象,这对于焊接质量要求较高的高速快艇、高速列车、汽艇、两栖登陆轻型战车及重要的航空航天器的部件而言,实现铝合金的精密焊接具有相当大的难度。另外,铝合金焊接还广泛存在着强度不足、变形较大等较为严重的质量问题,因而研究铝合金的高效率、高质量的精密焊接就显得尤为重要。
焊接生产效率,从某种角度上讲,是由单位时间内填充金属的熔化量——熔敷率来衡量的。双弧焊接因熔敷效率高,在国内外受到广泛重视。双面双弧焊(DSAW)是近几年才出现的一种焊接新工艺,具有以下特点:
(1)热输入小,能够显著增加熔深,提高焊接生产效率;
(2)减小热影响区和焊接变形;
(3)极大地提高焊接电弧的穿透能力,可以实现中厚度板一次对接成形而无需开坡口。
双面双弧焊,目前研究及应用较多的是TIG-TIG,TIG-PAW匹配方式,它们均为不填丝焊接方法,具有电弧稳定,适合于板边精密加工的薄板在无间隙情况下的对接焊。由于高强铝合金优异的综合性能及应用前景,人们在不断寻求新型、高效、环境友好的焊接技术,试图低成本的获得高性能长寿命的接头[1—5]。
1.2 高强铝合金焊接工艺论文网
双面双弧焊接是近些年才出现的一种焊接工艺,广泛用于高强铝合金焊接,根据两个电弧的相对位置可分成双面双弧非对称焊和双面双弧对称焊。
双面双弧非对称焊是指两焊枪保持一定的跟进距离, 在工件正反两侧同时施焊的焊接工艺。目前研究应用比较多的主要有双面TIG、双面MIG和MIG+TIG焊,焊接示意图如图1 所示。
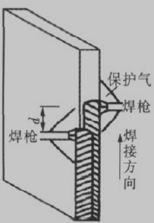
图1 双面双弧非对称焊
对于双面双弧对称焊,美国Kentucky 大学张裕明等人在传统双面电弧焊接基础上进行了进一步研究, 采用单电源的等离子弧( PA) 和钨极氩弧( TIG) 对焊缝正反面同时施焊 ,能够得到满意的力学性能, 适合于中厚板焊接[6,7]。原理图如图2所示。
图2 双面双弧对称焊
针对高强铝合金的焊接特性,重点介绍双面双弧TIG焊工艺,双面双弧TIG焊即是用两把焊枪对工件的两个相对面同时焊接,两焊枪都接在同一个电源上,二次线的正负极分别接上一把TIG 焊枪而工件不接电极。该焊接方法使得熔深增加,厚板的焊接层数减少。同时还由于降低了热输入,使HAZ 范围减少,裂纹出现率降低,焊后变形小。此外,此焊接法不需要使用填充焊丝,因此不会使合金成分发生很大的改变,提高了焊缝质量而且降低了生产成本。与传统的交流TIG焊相比,双枪TIG焊不仅可以简化焊接工艺、节省能量而且其焊缝强度和延展性都高于普通的交流TIG焊[8]。
-
Al-Cu合金中刃位错运动与纳...
-
6mm厚616装甲钢脉冲MIG焊接...
-
中低温SOFC阴极LnBa0.5Sr0.5...
-
化学链燃烧技术中铁基氧...
-
毫秒激光打孔中小孔对入射激光的吸收
-
厚板铝合金激光焊接工艺性能研究
-
高强铝合金中厚板双脉冲...
中考体育项目与体育教学合理结合的研究
十二层带中心支撑钢结构...
杂拟谷盗体内共生菌沃尔...
乳业同业并购式全产业链...
电站锅炉暖风器设计任务书
大众媒体对公共政策制定的影响
酸性水汽提装置总汽提塔设计+CAD图纸
java+mysql车辆管理系统的设计+源代码
河岸冲刷和泥沙淤积的监测国内外研究现状
当代大学生慈善意识研究+文献综述