- 上一篇:NiMnGa薄膜的磁控溅射制备与表征
- 下一篇:介晶氧化亚铜的合成和电化学性能
结论 21
致谢 22
参考文献23
1 绪论
在科技日新月异的今天,材料也取得了突飞猛进的发展,但随着人们对新事物探索的加深,对材料性能的要求也变得越来越苛刻。作为化学热处理技术的分支,渗硼技术自1895诞生以来,以其突出的优点而得到了快速地发展。当前,制造行业中模具的应用无处不在,但模具的报废多基于疲劳、磨损或者高温氧化、介质腐蚀,而这些现象又大多发生在模具表面,因此,对模具表面性能如硬度、耐磨性、红硬性等提出了非常高的要求。以前,通常采用淬火加回火工艺以实现模具性能要求,但是,模具的使用寿命还是得不到大幅度提高,虽然随后的化学热处理如渗碳、渗氮、碳氮共渗、渗铬、渗硅等将又模具级别提高了一层次,但它们要么只是提高机械性能,要么只是提高表面稳定性,为了综合上述两种特点,渗硼成了科学工作者的关注焦点。到如今,渗硼技术已经比较成熟,但总存在一些问题,如渗硼层的脆性、渗硼工艺的优化等,这些问题也成为了研究者的研究重点。源]自=751-·论~文"网·www.751com.cn/
1.1 Cr12型冷作模具钢简介
Cr12钢、Cr12MoV钢均属于高碳高铬、莱氏体型高级冷作模具钢,二者的典型化学成分如表1所示,另外,两种钢中还含有少量的P(≤0.03)和S(≤0.03)。其中,Cr12钢中仅含有微量Mo和V,它具有较高的耐磨性、淬透性、热稳定性、抗压强度和微变形性;但同时,其网状共晶碳化物不均匀度较大,碳化物组织偏析严重、易促成淬火异常变化及脆化。而由表1可知,Cr12MoV钢的含碳量比Cr12钢低很多,且含有较多的Mo和V,因此,该种钢的热加工性能、冲击韧性和碳化物的分布得到了明显的改善,综合性能优于Cr12钢。
表1 Cr12钢、Cr12MoV钢化学成分对比
钢号 主要成分%
C Si Mn Cr Mo V
Cr12 2.00-2.30 ≤0.40 ≤0.40 11.50-13.00
Cr12MoV 1.45-1.70 ≤0.40 ≤0.40 11.00-12.50 0.40-0.60 0.15-0.30
以上两种钢一般需要进行锻造、轧制、拉伸等操作工艺,以破碎网状碳化物,细化晶粒,因此,钢中的碳化物常呈带状分布,如图1所示;而实际供货状态均为退火态,硬度在210-270HBW之间[1]。
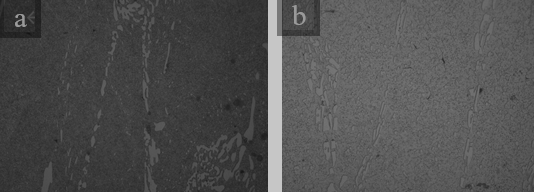
图1 Cr12(a)、Cr12MoV(b)钢的金相组织形貌
由于两种钢的碳化物偏析严重、分布不均匀,导致其变形方向性和强韧性降低,从而限制了它们的应用,为了改善这类钢的缺点,常采用等温淬火处理、淬火后深冷处理、一次硬化处理、二次硬化处理等工艺,还有渗碳、碳氮共渗以及注射成型、粉末冶金成型等[2],但这些措施总是不能满足生产需求,要么性能不符合要求,要么处理时间长、成本高、工艺复杂。自从1895年以来,渗硼技术得到了快速发展并已成熟,渗硼层以其高硬度、高耐磨性、高热硬性、良好的抗腐蚀性而受到了人们的青睐,因此,将渗硼技术应用于冷作模具钢随之成为了人们的研究热点。
-
500μm微型弹簧微纳米加工技术研究
-
42CrMo典型风电主轴材料的等温正火工艺研究
-
氧化锆纤维板的成型工艺及对其性能影响研究
-
DEFORM大型风电主轴锻件锻...
-
典型风电主轴材料的调质处理与组织性能研究
-
新型高性能方钴矿热电材料的制备及性能优化
-
新型可注射水凝胶软骨再生支架的制备
十二层带中心支撑钢结构...
杂拟谷盗体内共生菌沃尔...
java+mysql车辆管理系统的设计+源代码
河岸冲刷和泥沙淤积的监测国内外研究现状
中考体育项目与体育教学合理结合的研究
大众媒体对公共政策制定的影响
当代大学生慈善意识研究+文献综述
电站锅炉暖风器设计任务书
酸性水汽提装置总汽提塔设计+CAD图纸
乳业同业并购式全产业链...