- 上一篇:大应变测量的国内外研究现状
- 下一篇:智能心电仪软件系统的发展研究现状
设准直镜中心A和物镜中心B之距为d,在ΔABC中,由C到AB的垂线CH的长度为h,h则为火炮内膛的半径,有公式:
1.半导体激光器 2.准直镜组 3.物镜 4.光电探测器
5.镜筒 6.PC机 7.打印机 8.车床镗杆
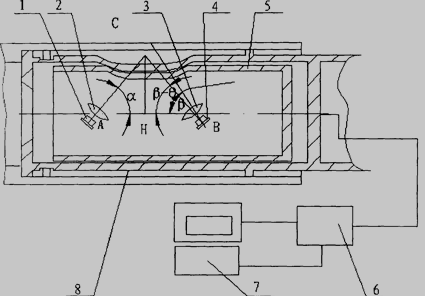
图1.3 激光测径系统
1.3火炮身管内径测量发展趋势
伴随着计算机技术、传感技术、电子技术、控制技术、机械加工技术、信息处理技术等多门技术的发展[7],身管内径测量技术也有了相应的发展。其发展趋势主要体现在以下几个方面:
1) 先进传感技术的应用
传感器作为火炮身管测量检测系统的感觉器官,负责数据信息的采集,先进的传感技术不但能够提高测量检测的有效性和准确性,而且可以提高传感器识别微弱信号的能力。利用智能化传感器进行火炮身管内径的检测,不仅可以完成信号的检测和转换,信号的记忆、存储、数据处理、传感器的自校准、故障的自诊断等功能也得到了很大的完善[2-6]。同时,运用先进传感器技术进行身管内径检测,检测环境对测量检测的影响也大大减小,提高了测量精度。
2) 传感器定位的高度精密性
传感器的精确定位是保证测量身管内膛参数的重要环节。无论是电容式传感器还是光学传感器,在传感器本身能够满足测量精度要求的情况下,传感器定位装置对测量结果的准确性起着关键的作用。
3) 多传感器信息融合技术的应用
多传感器信息融合技术是利用多个传感器的资源,对多个传感器的数据采集结果进行综合应用,把多个传感器在时间上或空间上的冗余或互补信息按照一定的准则组合后获得对测量对象的一致性描述。因此,利用多传感器信息融合技术能够提高检测的精度和系统的鲁棒性。
由于火炮身管内不易观察、火炮较长,在炮管内的狭窄空间内不易设置探头且不易调整,为了给测量操作人员带来方便和减少人员误差,自动化测量检测已成为火炮身管内径测量检测的发展趋势。
5) 高效的信息处理技术
高效的信息处理技术对于身管内膛检测有着不容忽视的作用。信息处理技术主要指通过语音识别和理解技术、图像处理技术、模式识别技术及人工神经网络技术等对传感器的采集数据进行处理。通常测量火炮身管内径多采用高精度、高采集频率的传感器,所以要求相应的计算机具有高效的信息处理功能,才能满足测量数据显示的实时性要求。
6) 智能化检测方法的应用
目前,在身管检测测量技术中,检测方法的智能化也是一个重要的发展方向。在身管的智能化检测方法中,测量检测过程中的数据显示、数据保存及分析处理全部由计算机完成,这将大大减少工作人员的工作量,减少人为误差,并且提高了工作效率。但是,由于目前的身管检测中,智能化方法受到了诸多限制,还有许多困难需要克服,所以智能化检测方法在身管检测中有更大的发展空间。