- 上一篇:产马铃薯生淀粉糖化酶菌株的筛选及其发酵条件优化
- 下一篇:杂色云芝在玉米秸秆中的菌丝生长动力学研究
瑞氏木霉T.reesei是纤素酶主要产生菌株,作为好氧丝状真菌,T.reesei发酵过程中菌丝体往往缠绕成团状,极大地限制了菌丝团内部的传氧传质,因此溶解氧的传递是纤维素酶发酵的一个关键因素[8]。Marten等人的研究表明,菌株T.reesei在20 L机械式搅拌通风发酵罐中进行液态深层发酵,菌株生长的临界溶氧浓度为0.073 mmol/L,即溶氧水平(DO)需要维持在15.0%饱和度以上,才能保证菌株正常生长发酵纤维素酶[9]。事实上,使用菌株T.reesei进行纤维素酶分批发酵的过程中DO变化是呈现“U”形曲线的,大部分时间内DO都可以维持在15.0%饱和度以上,只是当菌株T.reesei进入对数生长期期间,对氧气的需求急剧增加,超过了常规发酵设备的氧传递能力,导致DO快速下降至5.0%饱和度以下,DO低于临界溶氧浓度的时间长达5-10 h左右,出现了典型的溶氧限制现象[8](图1-1)。考虑到T.reesei是丝状真菌,对过高搅拌转速产生的剪切力敏感[10],Marten尝试向发酵罐中通入纯氧,维持发酵全程DO高于15.0%饱和度[9](图1),结果菌体生长情况得到明显改善,最大生物量上升约25.0%,纤维素滤纸酶活由1.20 U/mL上升至3.40 U/mL,该结果表明,解决菌株T.reesei对数生长期的溶氧限制问题,可以显著改善菌体生长情况,提高纤维素酶发酵酶活。在实际生产中,随着发酵罐容积的扩大,溶解氧传递情况逐步得到改善,在遭遇溶氧限制时提高搅拌转速和通气量可以缓解该现象,但强烈搅拌和通气产生的剪切力会损伤木霉丝状菌体,同时由于发酵液中含有高浓度纤维素固体原料,在加重搅拌能耗的同时会阻碍溶氧传递,因此,寻求有效而又经济的方法解除木霉菌体快速生长阶段的溶氧限制问题,具有重要的研究价值。
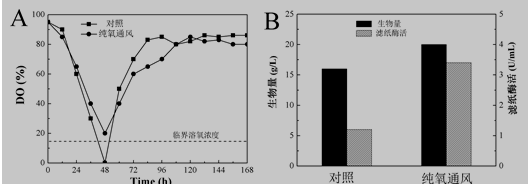
图1-1空气通气和纯氧通气对纤维素酶分批发酵的影响(A 溶氧变化曲线;B 生物量和滤纸酶活)
1.3 氧载体概况及在好氧发酵中的应用
氧是一种难溶气体,25℃、1*105Pa时,空气中的氧气在纯水中的溶解氧度为0.25mol/m3左右。在相同条件下,在发酵液中的溶解度为0.20 mol/m3。由于微生物不断消耗发酵液中的氧,导致发酵液中氧的溶解度就很低,因此如何采用措施强化供氧成为好氧发酵研究的一个重要课题。
氧载体是一种与水不互溶、对微生物无毒、具有较高溶氧能力的有机物,其溶氧能力是水的15-20倍[8]。在水相发酵液中引入这种新的有机相,可使氧穿过水边界层的渗透力增强,使气相到液相的传质系数KL增加[9];同时可以降低气泡膜的表面张力,增大气泡的比表面积a [10],在这两方面的作用效果下,宏观表现为发酵罐内体积溶氧系数KLa增加,发酵体系中溶解氧传递过程得到强化。近年来,氧载体在生物化工领域受到越来越多研究者的青睐,通常作为氧载体的物质有液态烷烃、四氟化碳、煤油和硅油酸等,其中以液态烷烃在微生物好氧发酵中应用最为广泛。研究显示,外源添加液态烷烃氧载体在透明质酸、二十二碳六烯酸(DHA)、聚谷氨酸等好氧发酵产物的生产中实施已取得良好效果,发酵罐内的溶解氧传递情况明显改善,目标产物的终浓度显著提高[11-18]。这里研究拟考虑将油酸、大豆油、正庚烷、正十二烷和正十六烷五种不同液态氧载体添加入相同条件的培养基中,以研究添加不同种氧载体对纤维素酶发酵的影响。
实现木质纤维素酶解技术工业化应用的一个可行途径是提高纤维素酶的发酵酶活,为此本课题以具有自主知识产权的纤维素酶产生菌株T.reesei HA-1[19]为研究对象,初步研究外源添加氧载体的方式解决菌株快速生长阶段的溶氧限制问题,提高纤维素酶的发酵酶活的可行性,具有重要的应用价值与学术价值。来.自/751论|文-网www.751com.cn/