- 上一篇:机器人焊接过程采集与质量评估技术研究
- 下一篇:T2铜与2A50铝合金Cu-Al真空连接工艺
主要研究内容如下:
(1)分析研究传统模拟逆变式CO2气体保护焊机的结构、电路原理,设计数字化脉冲焊接电源系统方案,制定焊机改造方案;
(2)系统供电电路、信号采集电路的设计与调试,数字化焊机原理试验平台的连接与调试;
(3)研究采用TMS320F28033为核心的数字控制核心的控制电路,进行原理设计与相应的焊接过程控制电路设计。
2 传统逆变式CO2焊接电源系统的分析
2.1 传统逆变式CO2焊接电源系统的总体分析
传统逆变式CO2脉冲焊接电源系统采用的模拟信号进行控制,难以实现对焊接过程的电流、电压、功率以及焊接参数等数字控制和LCD显示,传统逆变式焊接电源系统的结构框图如图2.1所示。
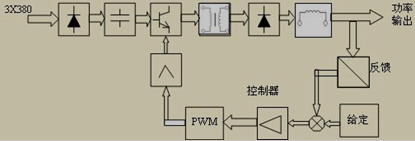
图2.1 传统逆变焊接系统结构框图
2.2 主电路
主电路的作用是实现逆变,从电网得到的电压经过变压,整流,斩波,逆变得到合适焊接电压、电流,主电路是铝合金逆变数字脉冲焊接电源系统的主体。主电路图如图2.1所示,采用的是全桥式整流逆变电路。三相380V的交流电压经过整流后得到540V电压,该直流信号进入一组电容电阻电路,其实物图如图二所示进行斩波并去除干扰信号,将得到比较平整的直流信号,该直流信号经过逆变得到合适的交变电压电流并输送到焊枪。
为了得到大功率的输出,本系统采用全桥式逆变电路,IGBT的通断由全桥驱动电路控制,图中1CZ1和1CZ2是全桥驱动电路的输出端,分别为一对IGBT提供通断信号,同端IGBT的开通信号或关断信号的相位差180°,即分布在左侧的IGBT1和分布在右侧的IGBT4同时开通或关断;分布在左侧的IGBT2和分布在右侧的IGBT3同时开通或关断,稳压管IN4745能避免在使用过程当中电压的不稳定导致IGBT损坏。
-
高氮钢的异种钢接头电子束焊接工艺研究
-
45钢螺柱-钢板结构摩擦复合热源螺柱焊接研究
-
LabVIEW机器人双面双弧焊接过程监控系统研究
-
LabVIEW焊接工艺参数在线传...
-
6mm厚616装甲钢脉冲MIG焊接...
-
车桥支撑加强板圆形焊接...
-
局部氮分压装置与高氮钢...
中考体育项目与体育教学合理结合的研究
酸性水汽提装置总汽提塔设计+CAD图纸
乳业同业并购式全产业链...
java+mysql车辆管理系统的设计+源代码
杂拟谷盗体内共生菌沃尔...
大众媒体对公共政策制定的影响
河岸冲刷和泥沙淤积的监测国内外研究现状
十二层带中心支撑钢结构...
电站锅炉暖风器设计任务书
当代大学生慈善意识研究+文献综述