- 上一篇:钢上双丝堆焊Fe-Al层的工艺试验研究
- 下一篇:DSP逆变焊接电源数字控制技术研究
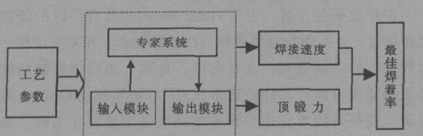
图1-1 高频焊螺旋翅片专家系统技术路线
1.3.2 人工神经网络在焊接过程控制的研究
人工神经网络可用于焊接过程建模、直接自校正用于焊接过程控制、神经网络与专家系统结合用于焊接过程、神经网络与模糊推理结合用于焊接过程控制[5]。
1.3.3 小波形分析在焊接过程控制的研究
(1)具有“数字显微镜”之称的小波变换在时频域具有多分辨率的特性,可同时进行时频域的局部分析和灵活地对信号局部奇异特征进行提取以及时变滤波。利用小波对含噪信号进行处理时,可有效地达到滤除噪声和保留信号高频信息,得到对原信号的最佳恢复[6]。
(2)小波并非噪声抑制的万能工具,研究人员更多地采用了小波和其它方法相结合的技术,有助于提高信号及图像处理效果,从而获取更为客观的特征信息。
(3)基于小波理论的信号及图像处理方面,研究人员提出了许多改进算法,提取更为精确的有用信息,相关技术广泛应用于雷达图像、语音信号等领域[7]。
1.4 用于焊接过程控制的激光扫描式传感器的研究
(1)激光扫描传感方式具有较高的信噪比与抗电弧光干扰能力,能在距电弧中心25mm处稳定工作,这对焊接过程实时控制是极有利的。
(2)PSD位置传感元件具有快速处理信号的特点,以它为光接受元件可快速处理多方面信息,这对于焊接过程的多信息的综合传感与控制是更为满意的。
(3)传感器的应用前途更适合于弧焊机器人的焊接过程的智能化[8]。
1.5 人工智能控制在焊接机器人中的应用来~自^751论+文.网www.751com.cn/
专家系统、模糊控制和神经网络各有其优缺点,专家系统善于逻辑性推理,但学习比较慢,难以满足快速时变系统的控制要求;模糊控制长于模糊信息处理和决策,但对复杂对象的控制精度不够;神经网络分布式存蓄信息,具有很好的自组织、自学习能力,但还需提高学习速度,避免局部最优而取得全局最优随着智能控制研究的不断深入,神经网络、专家系统、模糊控制已经开始相互渗透和结合,智能控制技术在焊接中的应用越来越广泛如神经网络与模糊控制的结合,专家系统和神经网络的结合,以及模糊专家控制系统的应用等等[9]。
普遍认为,将专家系统作为自适应单元,将模糊计算作为决策单元而把神经网络作为补偿单元是目前智能控制发展最有潜力的方法三者的结合使得控制系统具有更强的自适应、自学习、自组织和更好的控制品质[10]。目前,在弧焊过程控制中,专家系统主要用于熔深和熔宽控制、电弧稳定性控制、焊缝跟踪和规范参数的专家知识优化等方面;模糊及其复合控制多用于电弧稳定性控制:模糊控制和神经网络结合多用于熔宽、熔深和焊缝跟踪上,神经网络利用其“学习”功能主要应用熔深和熔宽的检测,再与模糊控制器结合完成焊接质量和焊缝的跟踪随着科学技术的不断发展,特别是计算机技术、自动控制理论、微电子技术和电力电子技术的发展,焊接技术不断吸收相关学科的先进成果,自动化、智能化的程度不断提高,尤其是以专家系统、神经网络、模糊控制为代表的智能控制理论在焊接过程酶应用,为焊接过程的智能化和获得高的焊接质量奠定了基础[11]。
进入90年代以来,智能机器人获得较为迅速的发展.两年前,中国智能机器人专业委员会成立时,我曾说过:“无论从国际或国内的角度来看,复苏和继续发展机器人产业的一条重要途径就是开发各种智能机器人,以求提高机器人的性能,扩大其功能和应用领域.这正是从事智能机器人研究和应用的广大科技工作者施展才干的大好时机.回顾近几年来国内外机器人技术的发展历程,可以归纳出下列一些特点和发展趋势: 传感型智能机器人发展较快、开发新型智能技术、采用模块化设计技术、机器人工程系统呈上升趋势、微型机器人的研究有所突破、应用领域向非制造业扩展、行走机器人研究引起重视[12]。
-
高氮钢的异种钢接头电子束焊接工艺研究
-
45钢螺柱-钢板结构摩擦复合热源螺柱焊接研究
-
LabVIEW机器人双面双弧焊接过程监控系统研究
-
LabVIEW焊接工艺参数在线传...
-
6mm厚616装甲钢脉冲MIG焊接...
-
车桥支撑加强板圆形焊接...
-
钛合金激光+PMIG对接焊工艺...
电站锅炉暖风器设计任务书
十二层带中心支撑钢结构...
中考体育项目与体育教学合理结合的研究
java+mysql车辆管理系统的设计+源代码
酸性水汽提装置总汽提塔设计+CAD图纸
杂拟谷盗体内共生菌沃尔...
乳业同业并购式全产业链...
河岸冲刷和泥沙淤积的监测国内外研究现状
大众媒体对公共政策制定的影响
当代大学生慈善意识研究+文献综述