- 上一篇:基于纹理特征的MAG焊焊接缺陷熔池图像分类研究
- 下一篇:第一性原理计算镁合金层错能
1.2 激光表面熔覆技术
1.2.1 激光熔覆机理
激光表面熔覆技术是利用高能密度激光束将具有不同成分和性能的合金与基体表面快速熔化,在基体表面形成与基体具有完全不同成分和性能的快速凝固的合金层,这些凝固后的表层合金能够把基体与腐蚀介质隔绝开,最后材料的腐蚀性能就是由合金层决定[7]。激光表面熔覆技术具有如下的工艺特点[8]:合金层和基体可形成冶金结合;能在镁合金表面上熔覆高熔点合金,极大改变了材料的表面性能;加热速度快,涂层组织均匀致密,微观缺陷少,性能优异。激光熔覆是利用高能激光在极短的时间内与基体表面以及熔覆粉末的交互作用,将表面局部区域在极短时间内加热到熔点温度以上使之熔化,之后主要通过未熔的基体吸热、传热,使金属表层熔池快速冷却凝固,从而在材料表层形成组织和性能与基体相异的涂层[9]。
根据不同的合金粉末的供应方式,熔覆工艺可以分为:合金预置法以及合金同步送料法(图1.1),合金预置法主要是采用热喷涂或粘结等方法,将粉末预先置于熔覆表面上,然后通过激光扫描形成与基体结合的涂层,主要工艺流程可以分为以下几个步骤:基材表面前期热处理→基体表面激光熔覆→后期热处理。热喷涂方法,得到的涂层厚度均匀,本身与基体的结合相对牢固,而且喷涂的效率很高;缺点在于粉末利用率很低,需要专业的设备和技术,成本高。而对粘结法而言,效率比喷涂法低很多,且难以获得厚度相对均匀的涂层。
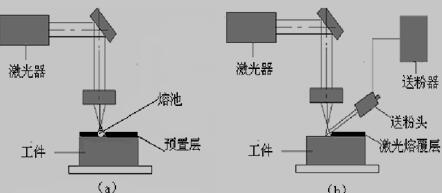
图1.1 激光表面熔覆原理示意图(a—预置法,b—同步法)
而合金同步送料法,是指采用专门的送料系统在激光表面熔覆过程中将合金材料直接送入激光作用区,在激光作用下形成合金涂层,主要工艺流程是:基材表面预处理→预置熔覆材料→预热→激光表面熔覆→后热处理[7]。同步送粉法的优点在于工艺过程简单,而且激光能量吸收率和合金材料的利用率都高于预置法,同时,实验过程中更容易控制好熔覆过程中的参数。总体而言,这种方法要优于预置法。
1.2.2 激光熔覆工艺参数
影响激光涂层质量的因素(图1.2)有很多,归纳起来主要是四个方面:激光参数,材料特性,加工工艺和外部环境。从图上可以看到很多的影响因素,但事实上,很多参数往往是不可调节的,例如一旦确定好激光熔覆的设备和光学条件,那么光束模式、光斑直径、光波波长都是确定的,这些参数是不可调节的,除此外,还有基材导热性、熔点等材料特性,这些特性是考虑到具体的基体材料和熔覆材料,这些只跟材料本身有关,一旦选择好相应的材料,那么这些特性其实是确定了的。最后,也就只剩下搭接率、涂层厚度(预置法)、激光功率、送粉速率(同步送粉法)、扫描速度等,这几个才是在实验中可以条件的因素。
图1.2 影响激光涂层质量的因素
1.2.3 激光表面熔覆材料及设备
激光表面可以熔覆的材料,都具备着很好的耐腐蚀性和耐磨损性,通常以粉末的形式进行使用,对基体的适应性都比较强。
针对不同的基体材料和使用要求,激光表面熔覆所用的粉末应该满足如下条件:
(1)激光熔覆的目的是改善基体材料的性能,所以合金粉末必须具有相应需要改善的性能,比如耐腐蚀性、耐磨损性以及不容易被氧化等。
(2)合金粉末应具有良好的流通性,流通性好,才能更好地进入到熔池中熔融,而影响粉末的流动性的因素很多,关系到粉末本身的因素主要为表面状态、粒度大小、粒度湿度等。同时,球形粉末流动性最好。
-
AZ31镁合金板料胀形性能的研究退火实验
-
钛合金激光+PMIG对接焊工艺...
-
毫秒激光打孔中小孔对入射激光的吸收
-
纯钛表面纳米化及其生物活性的研究
-
厚板铝合金激光焊接工艺性能研究
-
铝表面堆焊Cr17不锈钢层的工艺试验研究
-
钢基体表面等离子弧熔覆层组织与性能
乳业同业并购式全产业链...
电站锅炉暖风器设计任务书
河岸冲刷和泥沙淤积的监测国内外研究现状
当代大学生慈善意识研究+文献综述
中考体育项目与体育教学合理结合的研究
大众媒体对公共政策制定的影响
杂拟谷盗体内共生菌沃尔...
java+mysql车辆管理系统的设计+源代码
酸性水汽提装置总汽提塔设计+CAD图纸
十二层带中心支撑钢结构...